1.
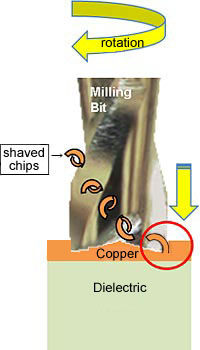
Milling Bit is lowered down with spinning by rotation
of the spindle motor.
2. When
the milling bit is lowered, it bits the copper layer and starts
cutting.
At the tip of the milling bit, copper chips are shaved
off and ejected outward
through the rake face.
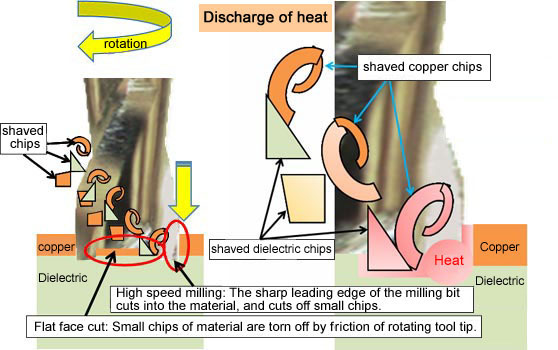
3. Lower
the milling bit further down and the tool tip bits into and
start cutting dielectric layer.
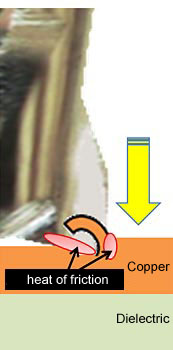
When the material is cut away, the energy is consumed and
heat is generated. It is important to
remove the heated portion immediately, and let the thermal
energy escape with shaved chips.
Frictional heat is generated where the
milling bit contacts the material.
Heat is discharge with shaved chips.
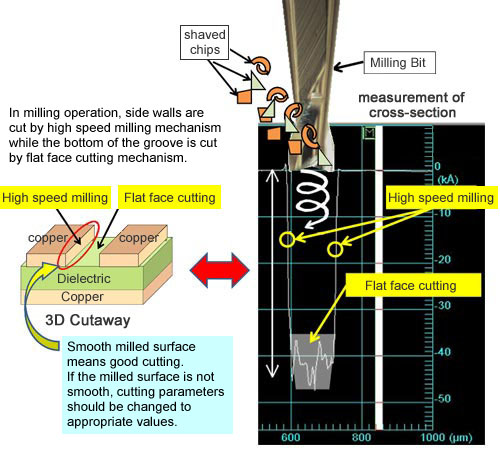
* Milling bits cut the material by "High Speed Milling"
method and
"Flat Face Cut" method simultaneously.
It is very important to set the cutting parameters appropriately
for the material to be cut.
If board cutting parameters are adequate, shaved chips
are ejected without any difficulties, resulting in clean
cutting surface. On the other hand, if the cutting parameters
are inadequate, or a worn out milling bit is used, the
bit cannot make sharp cutting, causing difficulties in
ejecting shaved chips smoothly. If this happens, clean
cutting becomes impossible due to shaved chips being stuck
in the milled trench, or cutting edges get burred. In
addition, shaved chips stuck in the milled trench melt
by functional heat and get stuck to the milling bit. It
makes it even more difficult for the milling bit to cut
the material cleanly.
4. In order
to discharge the heat quickly, it is necessary to run the
spindle motor at fast speed.
However, running the spindle motor at fast speed tend to cause
"run-off" and other problems.
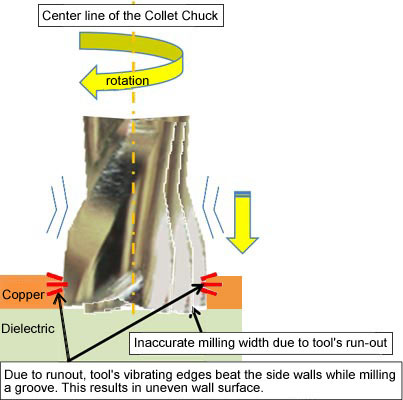
Tool run-out due to the spindle motor
As discussed in "The
relationship among the spindle rotating speed, processing
speed, and the tools" section, tool run-out tends
to be higher as its rotation speed increaces.
If the tool run-out is high, the cutting edges become rough.
Furthermore, it tends to cause tool breakage. It is very important
to choose appropriate rotation speed for the tool you use.
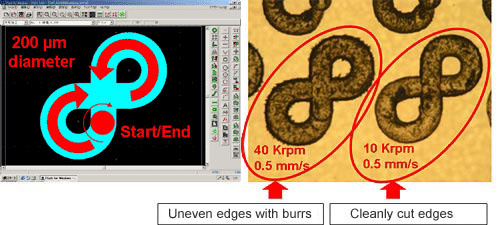
Mits opinion:
Faster tool rotation speed does not necessary mean high
quality cutting. It is very important to choose appropriate
rotation speed and feed speed for the material to cut.
( In our experience, 100,000 RPM is not very practical with
small spindle motors except for very particular applications.
)
Difference in cutting cleanliness due to spindle motor speed
Faster spindle motor speed does not mean sharp cut!
Milling of hard, fragile SrTiO3 Printed board is soft, which includes surface metal layer
and plastic board
Milling parameters optimization